B1級(jí)彩色保溫橡塑板生產(chǎn)工藝B1級(jí)彩色保溫橡塑板以NBR丁腈橡膠+PVC聚氯乙烯為基材,采用自動(dòng)化連續(xù)擠出+化學(xué)交聯(lián)閉孔發(fā)泡工藝,全程嚴(yán)控阻燃、著色、成型參數(shù),既保證B1級(jí)難燃性能,又實(shí)現(xiàn)色彩均勻、外觀美觀,適配風(fēng)管標(biāo)識(shí)、潔凈空間、裝飾一體化場(chǎng)景,全流程工藝如下:
1. 原料配比與預(yù)處理(核心質(zhì)控環(huán)節(jié))基材選型:選用高純度NBR/PVC共混基材,配比科學(xué),兼顧柔韌性、強(qiáng)度與阻燃基底,杜絕雜質(zhì)影響發(fā)泡與著色均勻度。
功能助劑添加:按國標(biāo)配比加入B1級(jí)專用環(huán)保阻燃劑、交聯(lián)劑、發(fā)泡劑、增塑劑、抗老化劑,阻燃成分均勻融入基材,非表面噴涂,保證防火性能持久不衰減。
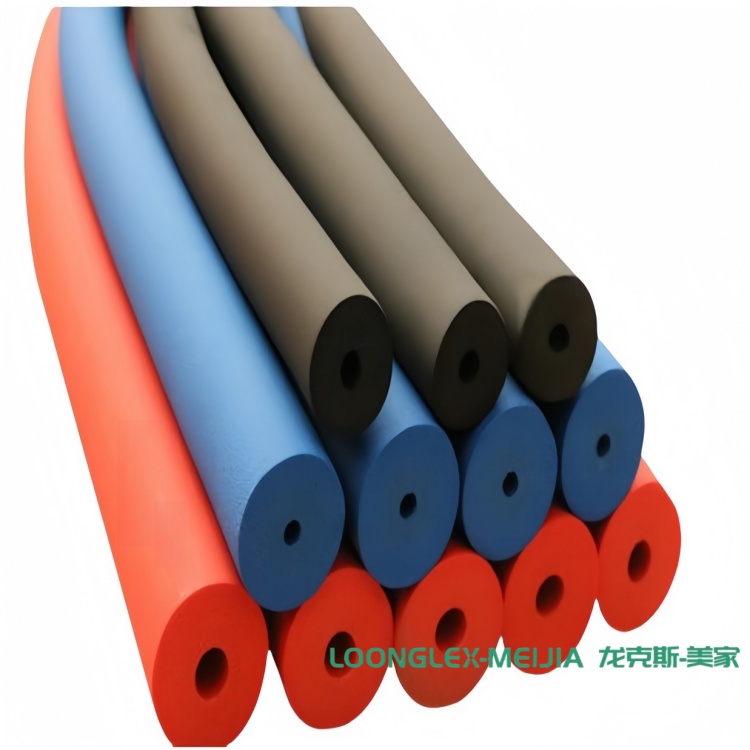
彩色色母配料:采用耐高溫、耐遷移、環(huán)保型專用色母粒,按比例投放,杜絕色差、色斑、褪色問題,可定制紅、藍(lán)、黃、灰等工程常用色。
原料密煉塑化:將配比好的基材、助劑、色母投入密煉機(jī),高溫密煉塑化,形成色澤均勻、無顆粒、無團(tuán)聚的膠料,為后續(xù)發(fā)泡奠定基礎(chǔ)。
2. 核心成型與閉孔發(fā)泡工藝連續(xù)擠出成型:密煉后的膠料經(jīng)擠出機(jī)加熱熔融,勻速擠出板坯,控制擠出速率與溫度,保證板坯厚度均勻、表面平整,適配風(fēng)管保溫標(biāo)準(zhǔn)尺寸。
微波硫化交聯(lián):板坯進(jìn)入微波硫化爐,高溫高壓下實(shí)現(xiàn)高分子交聯(lián),同步觸發(fā)發(fā)泡劑均勻分解,形成致密獨(dú)立閉孔結(jié)構(gòu),閉孔率≥90%,保障保溫、抗凝露性能。
恒溫發(fā)泡定型:控制發(fā)泡溫度、壓力與時(shí)間,調(diào)控泡孔大小與密度,避免泡孔破裂、通孔、變形,同時(shí)鎖定色彩與B1級(jí)阻燃結(jié)構(gòu),防止性能偏移。
3. 冷卻定型與精切加工發(fā)泡后的板材經(jīng)多級(jí)在線冷卻,快速定型,控制尺寸收縮率,保證板材平整度、尺寸穩(wěn)定性;
采用自動(dòng)化裁切設(shè)備,按工程需求分切標(biāo)準(zhǔn)規(guī)格(厚度、寬度、長(zhǎng)度),切面平整無毛刺,適配風(fēng)管現(xiàn)場(chǎng)安裝。
4. 彩色層固色與后處理針對(duì)彩色板材,增設(shè)固色處理工序,提升色母附著力,避免使用過程中褪色、掉色、色差擴(kuò)散;
表面打磨拋光,去除毛刺與瑕疵,提升外觀質(zhì)感,同時(shí)不破壞閉孔結(jié)構(gòu)與保溫層完整性。
5. 全項(xiàng)質(zhì)檢與出廠管控阻燃檢測(cè):按GB 8624標(biāo)準(zhǔn)抽檢,確保B1級(jí)難燃、離火自熄、低煙低毒性能達(dá)標(biāo);
性能檢測(cè):核驗(yàn)導(dǎo)熱系數(shù)、閉孔率、拉伸強(qiáng)度、濕阻因子等物理性能,符合GB/T 17794規(guī)范;
外觀檢測(cè):核查色澤均勻度、表面瑕疵、尺寸公差,不合格品攔截返工;
包裝入庫:合格產(chǎn)品防潮包裝,標(biāo)注規(guī)格、顏色、防火等級(jí)、批次信息,實(shí)現(xiàn)全程可追溯。
運(yùn)維與保養(yǎng)注意事項(xiàng)嚴(yán)禁尖銳物體劃傷、刺穿保溫層,檢修后及時(shí)修復(fù)破損部位,恢復(fù)密封與阻燃性能;
定期檢查風(fēng)管保溫層,發(fā)現(xiàn)翹邊、開裂、受潮變形,立即更換修補(bǔ),避免結(jié)露銹蝕風(fēng)管;
禁止在保溫層上堆放雜物、懸掛重物,保持保溫層完整密閉,延長(zhǎng)使用壽命。